
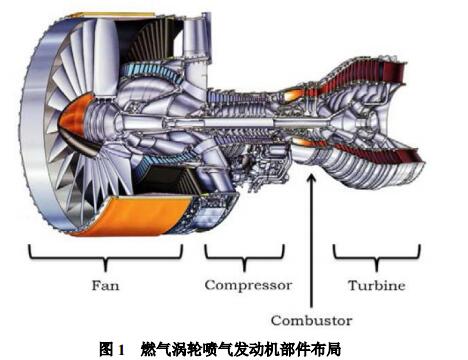
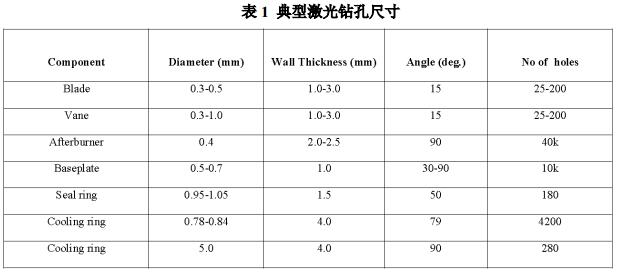
现代涡轮发动机在制造过程中需要钻很多个孔,燃气涡轮的各种部件的加工也需要激光钻孔,如图 1 所示燃气涡轮喷气发动机的部件叶片、轮叶、燃烧器以及主要用于冷却的后燃室。每个部件需要打孔的数量从 25 到 40000 个,如表 1 所示。现代喷气发动机工作的气体温度可能高达 2000℃,这一温度比燃烧室和涡轮叶片中镍基高温合金的熔点还高,而目前使喷气发动机组件免受极端温度的方法是边界层冷却。当冷却空气通过其表面形成一个冷却薄膜保护部件表面免受高温燃烧气体。
冷却孔可以通过电火花加工(EDM),也可以通过激光加工。EDM 包含一个电极在工件上两个表面之间产生一个小的缝隙。电极和工件之间施加电压直到电场可以击穿电极的尖端。火花穿过间隙放电,由于横截面积很小引起了高电流密度,大约 1000 A/mm2。电极和工件之间的击穿区域的典型温度是 5000-10000℃,EDM 过程使用的是离散排放钻孔。虽然 EDM 可以产生高质量的孔洞,但实际上它的速度比激光要慢,该技术存在一些缺点。
而对于激光打孔,高峰值功率脉冲 Nd:YAG激光器一直是商用钻孔和军用航空发动机零部件加工的优先选择,选择脉冲 Nd:YAG 激光器主要从以下几个方面考虑:
1、1.06μm 辐射到部件的良好耦合(无论是在材料的吸收方面还是等离子体回避方面)
2、高脉冲能量和峰值功率非常适合这种应用
3、在各种材料中以非常高的速度实现孔洞的高纵横比,包括热障涂层材料
目前在航空航天应用领域,有两种不同的激光打孔技术,分别是打孔和冲击钻孔。最流行的可能是真正的切割技术即头部穿孔。激光束刺穿工件刚好落在孔洞的周边,然后向外追踪周长,然后通过旋转工件或者激光束孔切出正确直径,这种技术可以生产出高质量的孔洞,圆度和孔变化与数控加工出来的一样好。孔的锥度也符合质量要求。
第二种钻孔方法是冲击钻孔,这种技术要求激光器向工件发射激光脉冲,然后通过蒸发材料变成液态熔体,再从孔周围去除多余材料,熔体受孔内部的蒸汽压力驱动从孔壁的两侧喷出。使用这种钻孔技术很难控制孔的质量,只有通过严格控制钻井参数才能生产出高质量的孔洞。这种钻孔技术的优势是工艺处理速度快。冲击钻孔与另外一种称为飞行中钻孔的技术结合会有更多的优势。飞行中钻孔的方法是以冲击钻孔的方式激光脉冲射击打孔同时工件或激光器连续移动。
孔质量问题是一个很重要又很主观的问题,激光钻孔产生的孔质量的判断有不同的特征参数,几何因数是孔圆度、孔锥度以及孔入口直径变量,冶金因数是氧化和重铸层,重铸层是熔化材料没有被激光脉冲产生的蒸汽压喷出孔,重铸层涂覆孔壁会在凝固金属表面留下一薄层,这一薄层会产生微裂纹,进而影响母体材料。对于像劳斯莱斯这样的航空公司,他们有一个重铸和氧化层的最大允许厚度,然而零部件用于发动机使用之前孔的几何因数有最大偏差值。其他航空公司更专注倾向于采用航空部件的流动性来判断钻孔质量。无论使用何种方法航空公司都在不断努力提高钻孔质量。
为了满足航空应用对激光钻孔的要求,如孔质量、周期、新材料等,需要更高效、紧凑和高光束质量激光器,这也推动了高峰值功率光纤激光器(准连续波)的发展。这些激光器工作在近红外光谱区域,具有比传统激光器优越的性能,为激光器广泛用于航空领域开辟了新的钻孔前景。高峰值功率光纤激光器更加紧凑坚固,在光束质量(M2<10)和最大插座效率 25%两方面超过灯泵浦 Nd:YAG 激光器。这种新钻孔机的要点可以概括如下:
1、更好光束质量——小直径孔
2、光纤激光器不像 Nd:YAG 激光器在焦点处留有重铸层
3、卓越的脉冲稳定性(脉冲能量/脉冲功率)
4、更宽的工作范围——工艺参数更大的灵活性
5、高脉冲频率,减少打孔操作过程的循环时间
6、同时以 CW 和脉冲模式操作
